全自动灯检机工作原理大揭秘:智能视觉如何为产品质量保驾护航?
在制药、食品、日化等行业中,液态产品中的微小异物可能造成致命质量隐患。传统人工灯检存在效率低、漏检率高等痛点,全自动灯检机通过智能视觉检测技术实现了革命性突破。本文将深入解析这台"质检卫士"的核心工作原理。
一、智能视觉系统的精密之眼
全自动灯检机的核心在于其工业级视觉检测系统。配备2000万像素高速工业相机,采用环形LED冷光源矩阵,可实现360°无死角照明。通过智能曝光控制系统,可精准调节光源强度与照射角度,确保各类透明/半透明容器(安瓿瓶、西林瓶、输液袋等)的成像质量。
深度学习算法赋予机器"智慧之眼",通过百万级缺陷样本训练,系统可准确识别0.1mm级微粒、玻璃碎屑、纤维等12类常见异物。采用多光谱成像技术,可同时捕捉可见光与近红外图像,有效区分产品内容物与真实异物。
二、全流程自动化检测闭环
1. 高速精准进料系统
伺服电机驱动的传送带以0.01mm级定位精度输送样品,自适应调速系统可根据瓶型自动匹配3-12m/min传输速度。配备自纠偏装置,确保样品始终处于最佳检测位。
2. 三级联动检测工位
初筛工位:进行瓶身完整性检测,识别裂纹、缺口等物理缺陷
核心检测工位:双相机同步拍摄40帧/秒动态影像,AI算法实时分析
复检工位:对可疑样品进行二次聚焦检测,分辨率可达5μm
3. 智能分拣执行机构
基于检测结果,高压气动喷嘴以0.1秒响应速度精准剔除不良品,分拣准确率高达99.99%。合格品继续进入包装线,不良品则进入独立回收通道。
三、数据驱动的质量大脑
设备搭载工业物联网模块,实时上传检测数据至MES系统。通过SPC统计分析,可自动生成趋势图、帕累托图等质量报表,精确追溯问题批次。具备自学习功能,每检测10000瓶自动优化算法模型,使误检率持续下降。
模块化设计支持柔性配置,通过更换夹具和视觉模组,可快速适配不同规格容器。符合GMP要求的304不锈钢机身,配备负压防尘系统,确保在万级洁净环境下稳定运行。
在智能制造升级浪潮下,全自动灯检机已不仅仅是质检设备,更是企业构建数字化质量体系的核心节点。其将机器视觉、人工智能、精密机械深度融合,为药品安全构筑起坚实的技术防线,推动中国制造向高端化、智能化持续迈进。







-
 菲特轴承缺陷检测系统解决方案,从技术能力、适用范围、落地案例全面解析 03-17,2026
菲特轴承缺陷检测系统解决方案,从技术能力、适用范围、落地案例全面解析 03-17,2026 -
全自动灯检机工作原理大揭秘:智能视觉如何为产品质量保驾护航? 05-22,2025
-
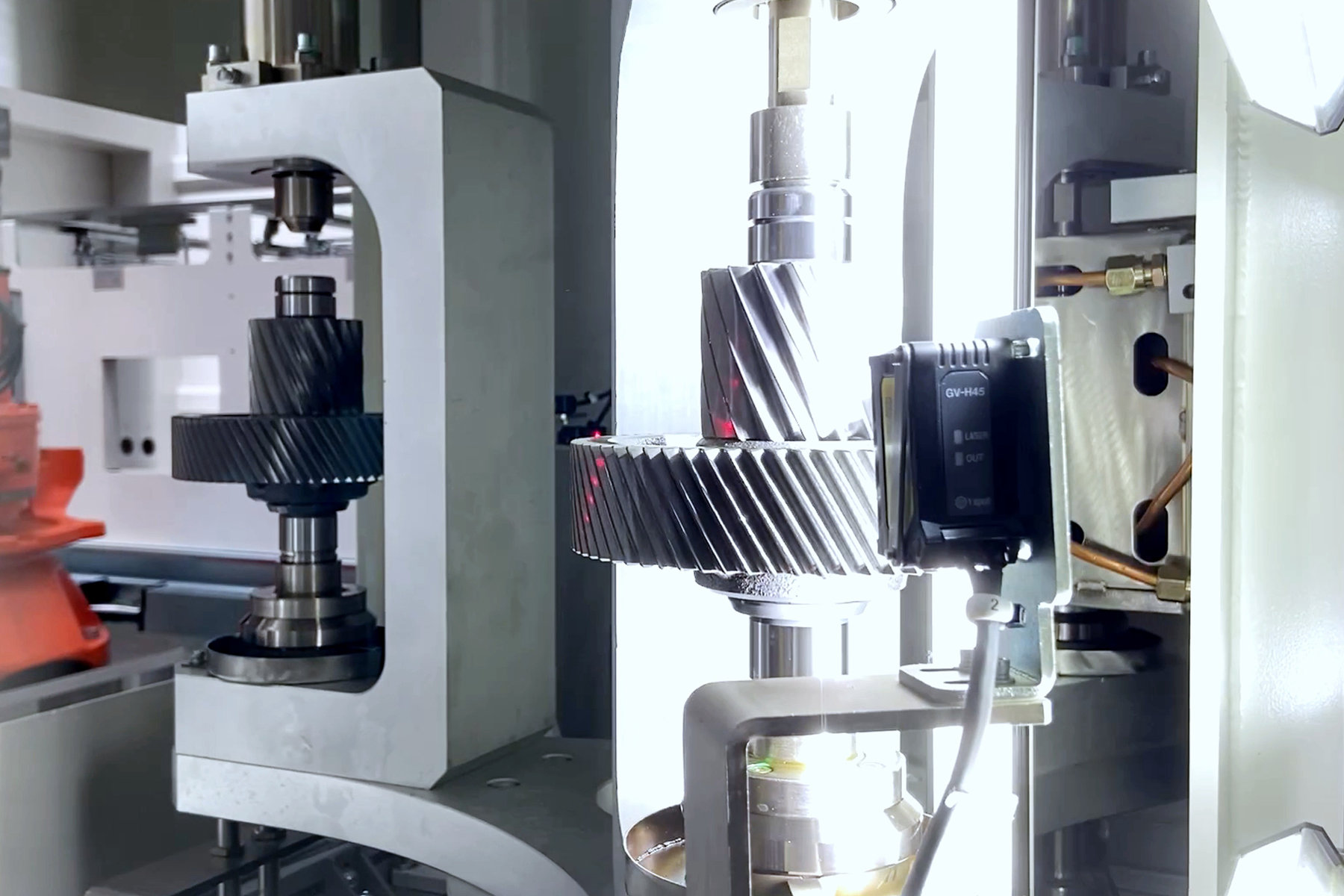
为什么 TOP10 汽车配件厂都在换装齿轮视觉检测系统? 03-24,2025
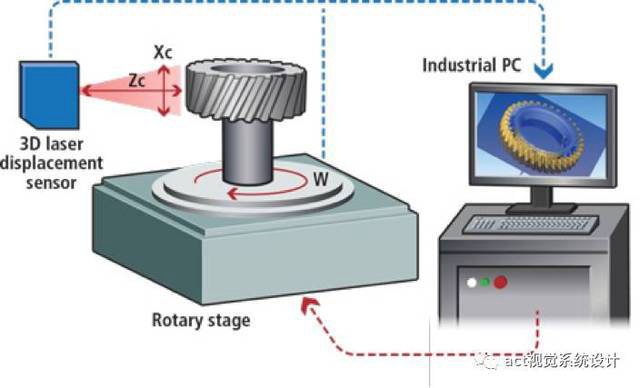
-
3D视觉检测:提升齿轮良品率的关键力量 03-21,2025