

机器视觉检测原理是什么?
随着智能化发展,机器视觉在工业领域得到广泛应用,也是工业人工智能的一个重要分支。那机器视觉的检测原理是怎样的呢?机器视觉检测是一项综合技术,包括图像处理、机械工程技术、控制、电光源照明、光学成像、传感器、模拟与数字视频技术、计算机软硬件技术。系统包括:光源、镜头、 相机、图像处理单元、图像处理软件、监视器、通讯 / 输入输出单元等。尽管机器视觉应用各异,但都包含以下几个过程:
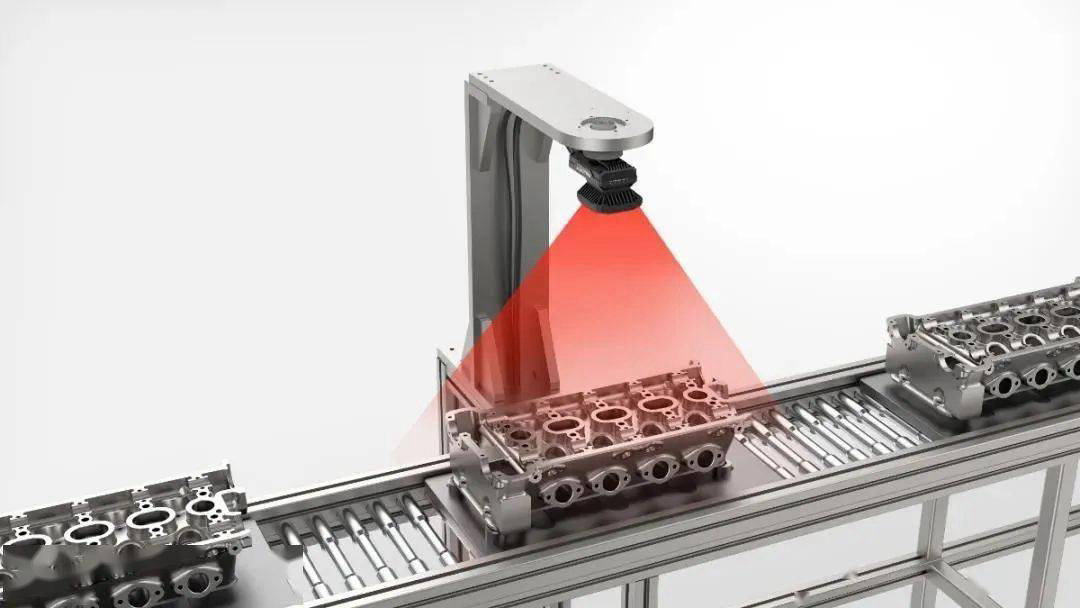
1.图像采集:光学系统采集图像,将图像转换成数字格式并传入计算机存储器。
2.图像处理:处理器运用不同的算法来提高对检测有影响的图像因素。
3.特征提取:处理器识别并量化图像的关键特征,例如位置、数量、面积等。然后将这些数据传送到控制程序。
4.判别和控制:处理器的控制程序根据接收到的数据做出结论。例如:位置是否合乎规格,或者执行机构如何移动去拾取某个部件。
视觉检测设备的优势:
1.成本低:由于视觉检测设备可持续检测,检测精度高,无误检率,节省大量人工成本,使用视觉检测设备的成本更低,大大降低了工厂的成本,更受到企业的欢迎。
2.精度高:视觉检测设备的检查是非接触式测量,不会对产品造成任何损害,因此系统的可靠性也提高,检查的准确性更高,在时间方面7*24小时检测,避免出现产品召回,产品责任索赔和图像损坏。
3.效率高:视觉检测设备可以长期稳定地工作,有效避免人眼在长时间研究观察某个物体时产生疲劳的缺点,只要设备正常,就可以长时间持续地测量、分析、识别。 其具有宽的光谱响应范围,例如红外线测量是人眼看不到的,但是视觉检测装置可以通过这种方式扩大人的视觉范围。 也可以对不同的产品进行尺寸和外观缺陷的检查,操作变得更简单了。
※本文配图部分来源于网络,如有侵权请联系删除!








-
 轴承外观视觉检测设备原理与选型指南 06-24,2026
轴承外观视觉检测设备原理与选型指南 06-24,2026 -
全自动和半自动灯检机怎么选?成本与效率对比分析 06-23,2026
-
菲特轴承缺陷检测系统解决方案,从技术能力、适用范围、落地案例全面解析 03-17,2026
-
全自动灯检机工作原理大揭秘:智能视觉如何为产品质量保驾护航? 05-22,2025









